
【導讀】本文從眾多應用案例中,提煉整理出最常見的偏位原因及對策,用以幫助設備廠家調試人員快速定位問題、采取各種適宜措施提高設備抗干擾性、為設備正確接地保證正常運行。
偏位的現(xiàn)象、原因及解決辦法(規(guī)律性和非規(guī)律性偏位兩種)
一.規(guī)律性偏位
偏位現(xiàn)象1:做往復運動,往前越偏越多(少)。
可能原因①:脈沖當量不對
原因分析:無論是同步輪結構還是齒輪齒條結構,都存在加工精度誤差。運動控制卡(PLC)并沒有設置準確的脈沖當量。例如上一批同步輪電機旋轉一圈設備前進10mm,這批同步輪大一點電機轉一圈前進了10.1mm,就會導致該批機器每次運行比以前的設備多走1%的距離。
解決方式:出機前用機器畫一個盡可能大幅面的正方形,然后用尺去量實際尺寸,對比實際尺寸和控制卡設置尺寸之間的比例,然后將其加入控制卡運算,反復進行三次之后就會得到一個比較準確的值。
可能原因②:脈沖指令的觸發(fā)沿與方向指令的電平變換時序沖突。
原因分析:驅動器要求上位機發(fā)出的脈沖指令的沿與方向指令電平變換有一定時序要求。而部分PLC或運動控制卡編程時沒滿足這種要求(或者其自身的規(guī)則不符合驅動器的要求),導致脈沖和方向時序并不能滿足要求而偏位。
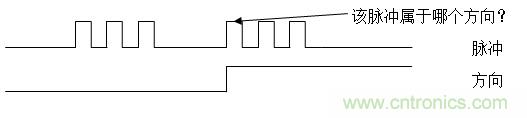
解決方式:控制卡(PLC)軟件工程師將方向信號提前?;蛘唑寗悠鲬眉夹g人員更改脈沖沿計數(shù)方式。
偏位現(xiàn)象2:運動過程中電機在固定點抖動,過該點后能正常運行,但少走一段距離。
可能原因:機械裝配問題
原因分析:機械結構在某個點阻力較大。由于機械安裝的平行度、垂直度或設計不合理的原因導致設備在某個點阻力較大,步進電機的力矩變化規(guī)律是速度越快力矩越小,很容易在高速段卡死,速度降下來卻能走過去。
解決方式:
1)檢查機械結構出現(xiàn)卡死的原因,是該處摩擦阻力大還是滑軌裝得不平行等。
2)步進電機力矩不夠。由于終端客戶出現(xiàn)提速或者加大負載的要求,導致原本能滿足要求的電機在高速力矩不夠,從而發(fā)生高速段堵轉的現(xiàn)象。解決方法可以通過驅動器設置更大輸出電流或者在驅動器允許電壓范圍內提高供電電壓,或更換更大轉矩的電機。
偏位現(xiàn)象3:電機往復運動來回均沒走到位且偏移量固定
可能原因:皮帶間隙
原因分析:皮帶與同步輪之間存在反向間隙導致,往回走會存在一定量的空程。
解決方式:如運動控制卡具有皮帶反向間隙補償功能,可利用之;或者繃緊皮帶。
偏位現(xiàn)象4:切繪軌跡不重合
可能原因①:慣量過大
原因分析:平板切繪機噴墨過程由光柵控制,掃描式運動,切割時走插補運動,兩者軌跡不重合是因為,類似設備X軸小車慣量較小且由光柵定位,噴繪位置準確,而Y軸龍門結構慣量較大,電機響應性差,插補運動時Y軸跟隨性不好導致軌跡部分偏位。
解決方式:增加Y軸減速比,使用陷波功能提高伺服驅動器剛性以解決該問題。
可能原因②:刀和噴頭重合度沒調好
原因分析:因為切繪機刀和噴頭都裝在X軸小車上但是兩者有坐標差,切繪機上位機軟件能調整這個坐標差做到刀和噴頭軌跡重合,如果沒調好,切繪軌跡會整體分離。
解決方式:修改刀和噴頭位置補償參數(shù)。
偏位現(xiàn)象5:畫圓成橢圓
可能原因: XY軸平臺兩軸不垂直
原因分析:XY軸結構,圖形偏位例如畫圓成橢圓,正方形偏位成平行四邊形。龍門結構X軸與Y軸不垂直時會導致該問題。
解決方式:調節(jié)龍門架X軸與Y軸垂直度可以解決該問題。
二.非規(guī)律性偏位
偏位現(xiàn)象:運行過程中不定期出現(xiàn)偏位,偏位具有偶然性,偏位多少不確定
可能原因①:干擾原因導致電機偏位
問題分析:非周期性偏位大部分因為干擾導致,少部分因為運動控制卡發(fā)出的窄脈沖或者機械結構松動引起。
解決方式:
如果干擾出現(xiàn)的比較頻繁,則可以利用示波器監(jiān)控脈沖頻率確定干擾發(fā)生的時間進而確定干擾源,移除或者使脈沖信號遠離干擾源能解決部分干擾。如果干擾出現(xiàn)的比較偶然,或者難以確定干擾源位置或電氣柜已固定難以移動,則可以考慮采用以下措施來解決問題:
① 驅動器接地,② 脈沖線更換雙絞屏蔽線,③ 脈沖正負端并聯(lián)103陶瓷電容濾波(脈沖頻率小于54kHz),④ 脈沖信號套磁環(huán),⑤ 驅動器和控制器電源前端增加濾波器。

備注:常見的干擾源包括變壓器、線圈式繼電器、變頻器、電磁閥、高壓電線等。規(guī)劃電氣柜的時候應避免信號線靠近這些干擾源,信號線與高壓供電線宜分不同線槽布線。
可能原因②:脈沖串出現(xiàn)窄脈沖
問題分析:客戶運動控制卡發(fā)送脈沖串占空比較小或過大,出現(xiàn)窄脈沖,驅動器識別不了,導致偏位。
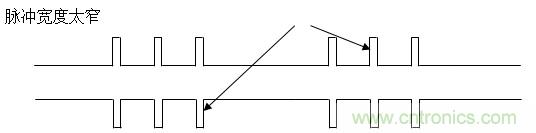
解決方式:查找控制器出現(xiàn)這種問題的原因,是脈沖接口問題,還是軟件算法問題。
可能原因③:機械結構松動
問題分析:連軸器、同步輪、減速機等用頂絲固定或螺絲夾緊的連接件在快速沖擊場合運行一段時間可能出現(xiàn)松動,導致偏位。用鍵和鍵槽配合固定的同步輪則注意鍵和鍵槽之間是否存在間隙,齒輪齒條結構則注意兩者之間的配合間隙。
解決方式:關鍵部分、受力大的結構螺絲一定用彈墊、而且螺絲或頂絲宜涂覆螺絲膠。電機軸與聯(lián)軸器盡量用鍵槽連接。
可能原因④:濾波電容過大
問題分析:濾波電容過大,普通RC濾波器截止頻率是1/2πRC,電容越大截止頻率越小,一般驅動器脈沖端電阻為270歐姆,103陶瓷電容構成的RC濾波電路截止頻率為54khz,頻率高于此會因為幅值衰減過大而導致部分有效信號無法被驅動器正確檢測到,最終導致偏位。
解決方式:加濾波電容時需要核算脈沖頻率、一定要保證最大通過脈沖頻率滿足要求。
可能原因⑤:PLC或者運動控制卡最大脈沖頻率不夠高
原因分析:一般PLC允許輸出最大脈沖頻率為100kHz,運動控制卡根據其發(fā)脈沖芯片不一樣差異較大,特別是普通單片機開發(fā)的運動控制卡可能會因為脈沖頻率不夠高導致偏位。
解決方式:假如上位機最大脈沖頻率有限,為了保證速度,可以適當降低驅動器細分,以保證電機轉速。


