

【導(dǎo)讀】越是簡單基礎(chǔ)的越是出錯多,LED焊接技術(shù)也是一個道理。所以對于剛?cè)腴TLED行業(yè)的菜鳥來說,掌握LED焊線要求的基礎(chǔ)知識是很必須的,只這樣才能少返工率,提高質(zhì)量。
一、LED焊線要求的基礎(chǔ)知識
1. 目的 在壓力、熱量和超聲波能量的共同作用下,使金絲在芯片電極和外引線鍵合區(qū)之間形成良好的歐姆接觸,完成內(nèi)外引線的連接。
2. 技術(shù)要求
2.1 金絲與芯片電極、引線框架鍵合區(qū)間的連接牢固。
2.2 金絲拉力:25μm金絲F最小>5CN,F平均>6CN: 32μm金絲F最小>8CN,F平均>10CN。
2.3 焊點(diǎn)要求
2.3.1金絲鍵合后第一、第二焊點(diǎn)如圖(1)、圖(2)
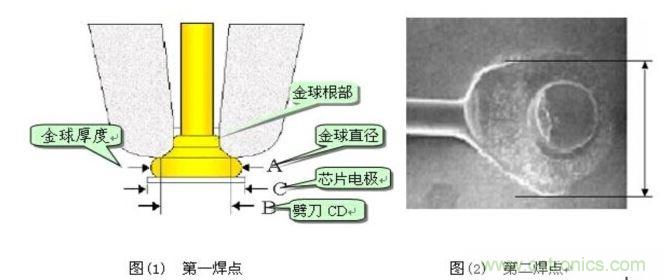
2.3.2 金球及契形大小說明
金球直徑A: ф25um金絲:60-75um,即為Ф的2.4-3.0倍;
球型厚度H:ф25um金絲:15-20um,即為Ф的0.6-0.8倍;
契形長度D: ф25um金絲:70-85um,即為Ф的2.8-3.4倍;
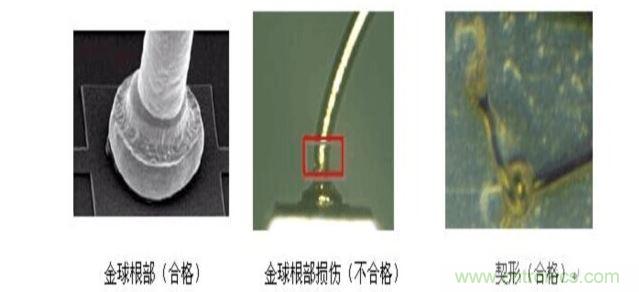
2.3.3 金球根部不能有明顯的損傷或變細(xì)的現(xiàn)象,契形處不能有明顯的裂紋。
2.4 焊線要求
2.4.1 各條金絲鍵合拱絲高度合適,無塌絲、倒絲,無多余焊絲。
2.5 金絲拉力
2.5.1第一焊點(diǎn)金絲拉力以焊絲最高點(diǎn)測試,從焊絲的最高點(diǎn)垂直引線框架表面在顯微鏡觀察下向上拉,測試?yán)?。如圖所示:
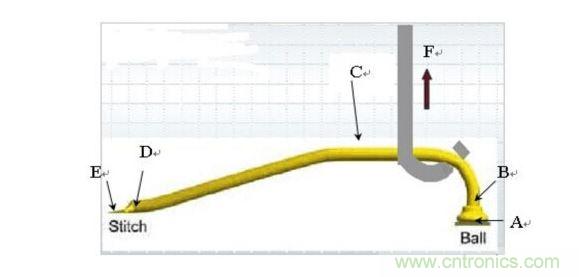
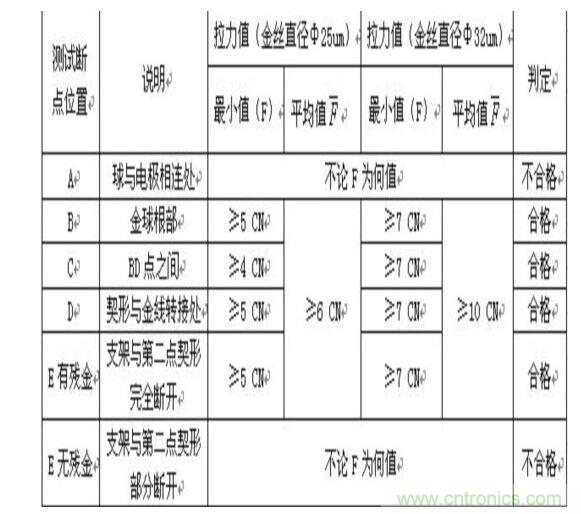
鍵合拉力及斷點(diǎn)位置要求:
3.工藝條件
由于不同機(jī)臺的參數(shù)設(shè)置都不同,所以沒有辦法統(tǒng)一。我在這里就簡單的說一下主要要設(shè)置的地方:
鍵合溫度、第一第二焊點(diǎn)的焊接時間、焊接壓力、焊接功率、拱絲高度、燒球電流、尾絲長度等等。
[page]
4.注意事項
4.1 不得用手直接接觸支架上的芯片以及鍵合區(qū)域。
4.2 操作人員需佩帶防靜電手環(huán),穿防靜電工作服,避免靜電對芯片造成傷害。
4.3 材料在搬運(yùn)中須小心輕放,避免靜電產(chǎn)生及碰撞,需防倒絲、塌絲、斷線及沾附雜物。
4.4 鍵合機(jī)臺故障時,應(yīng)及時將在鍵合的在制品退出加熱板,避免材料在加熱塊上烘烤過久而造成銀膠龜裂及支架變色。
二、LED焊線鍵合設(shè)備
先來張手動機(jī)臺,很古老了。
ASM的立式機(jī)臺ASM的立式機(jī)臺

KS的機(jī)臺
[page]
1488好古老的機(jī)臺,下面這臺已經(jīng)快有20年的歷史了。

最新的elite機(jī)臺,確實不錯,就是偶爾會出點(diǎn)莫名其妙的問題,不過重啟一下就好了,估計是軟件的問題。

鍵合機(jī)臺的操作可能要稍微復(fù)雜一點(diǎn)了,要設(shè)置的參數(shù)比較多,其中最主要也是最難的就是線形的設(shè)置了,這個就要慢慢的摸索了,一個好的操作員要做到?jīng)]有其他人比他更了解這個機(jī)臺。由于參數(shù)設(shè)置和可能的出現(xiàn)的問題會較多,在這里就不一一舉出了,大家如果有什么問題就在這里提出來吧,我們可以一起探討。

